જિઆંગસુ બાઓડી ઓટોમેશન ઇક્વિપમેન્ટ કંપની લિ.





બે પ્રકારની એક્સટ્રુઝન પ્રક્રિયાઓ છે
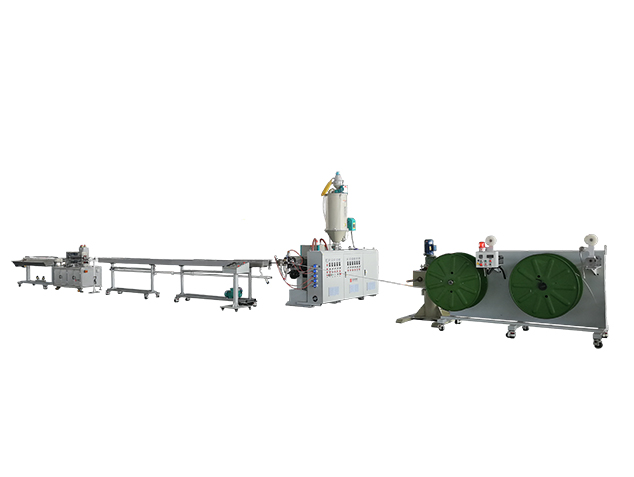
બે-પગલાની પદ્ધતિ: આંતરિક સ્તર ટ્યુબ એક્સટ્રુઝન અને વાઇન્ડિંગ → અનવાઇન્ડિંગ બ્રેડિંગ → બાહ્ય સ્તર કોટિંગ ખોલવું અને વાઇન્ડિંગ/કટીંગ;
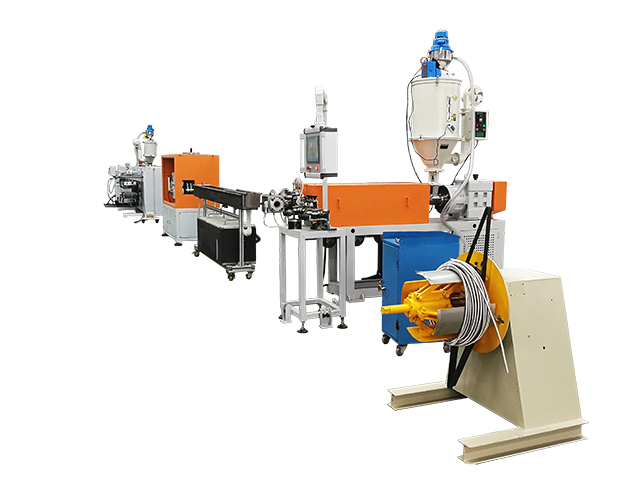
એક-પગલાની પદ્ધતિ: આંતરિક ટ્યુબને બહાર કાઢવી → ઓનલાઈન બ્રેડિંગ → ઓનલાઈન કોટિંગ બાહ્ય સ્તરને બહાર કાઢવું → વાઇન્ડિંગ/કટીંગ.



અમારાફાયદો

ઉત્પાદન લાઇનની સુવિધાઓ
- ડિસ્ચાર્જ, મેલ્ટ મેઝરમેન્ટ, ટ્રેક્શન વગેરે જેવી એક્સટ્રુઝનની દરેક ટેકનોલોજીકલ લિંકનું સ્થિર સંચાલન સુનિશ્ચિત કરવા માટે આખી લાઇન સંપૂર્ણ SERVO ડ્રાઇવથી સજ્જ છે;
- કાસ્ટ કોપર હીટર અપનાવો, જે 500℃ સુધીના એક્સટ્રુઝન પ્રોસેસિંગ તાપમાનને પૂર્ણ કરી શકે છે;
- મીટરિંગ પંપ સિસ્ટમથી સજ્જ, ઓગળેલા મટિરિયલ એક્સટ્રુઝનની ચોકસાઈ સુનિશ્ચિત કરવા માટે, અંદરથી હોલો ટાળવા માટે ડાઇ હેડ પ્રેશર વધારો;
- ગરમ હવા ઠંડક મોલ્ડિંગ ફંક્શન ટાંકીની ખાસ ડિઝાઇન, PEEK ઉચ્ચ તાપમાન સામગ્રી, PVA પાણીમાં દ્રાવ્ય સામગ્રી ઠંડક મોલ્ડિંગ પ્રક્રિયા માટે યોગ્ય;
- ઓન-લાઇન OD શોધ અને સ્વચાલિત પ્રતિસાદ નિયંત્રણ કાર્યથી સજ્જ, સમગ્ર લાઇનના ઓટોમેશન સ્તરને સુધારવા માટે ઉત્પાદન પરિમાણ સહિષ્ણુતાને ન્યૂનતમ સુધી નિયંત્રિત કરવામાં આવે છે;
- ઓનલાઈન ચોકસાઈ અને સુઘડ વાઇન્ડિંગ પ્રાપ્ત કરવા માટે સર્વો વાયરિંગ ટ્રાવર્સ + PLC પ્રોગ્રામ નિયંત્રણ, સુઘડ વાઇન્ડિંગ માટે મોટા અને નાના બંને સ્પૂલનો ઉપયોગ કરી શકાય છે.